In logistics, automatic scanning systems have already become commonplace. It is now difficult to even find a supermarket without self-checkout stations equipped with contactless barcode scanners. As can be easily noticed and quickly concluded, they streamline the flow of goods and contribute to faster customer service. The use of scanning cameras in logistics, however, is not limited to fast scanning. A vision system can take a photograph of each moving item, count the passing goods, and determine their properties, parameters, and destination. In addition to convenience and eliminating the need for manual scanners in warehouses – which also makes work easier for employees – the system equipped with scanning cameras can continuously monitor the quality of goods, their packaging, and labels, while also reporting any errors occurring in the process thanks to integration with the master system.
A vision that builds
Together with our partner, Cognex, we participated in a project involving the construction, installation, and commissioning of three scanning tunnels for goods on a conveyor feeding a sorter, as well as three top-read tunnels designed to check the labels attached to goods, report detected errors to the labeling machines, and indicate the correct labels for a given product. Each of the three scanning tunnels is equipped with six DataMan 380 barcode readers, enabling rapid code reading from the top and sides of packages. By scanning the codes, packages can go through the automatic sorting process.
The top-read tunnels in the system, equipped with a single overhead DataMan 374 barcode reader, act as controllers for the integrated labeling machines. When a label is applied, the package moves via the conveyor into the top-read tunnel, which checks whether the label is correctly applied and free of errors. This allows for immediate detection of irregularities and alerts the personnel supervising the process.
Our role in the project included collecting the necessary information and materials, assembling the tunnels, installing the cameras, performing tests, and providing assistance during commissioning at the facility.

The Challenge – streamlining the flow of goods
The logistics company for which the implementation was carried out faced challenges related to the multidimensional flow of goods through the warehouse. Both inbound and outbound goods were being handled in increased volumes. Inbound goods had to be received into the warehouse and assigned to a specific storage zone, while outbound goods had to be retrieved from high-bay racks and distributed to the correct destinations. The wide variety of incoming and outgoing goods, combined with the high risk of shipping errors and costly return and claims processes, posed significant difficulties. The warehouse handles consumer electronics products.
The automated goods flow process relied on conveyors equipped with scanning solutions. Inbound goods were moved directly from the truck onto a conveyor that transported shipments to the automatic sorting point. Each incoming item’s code was scanned by a scanning tunnel to register it into the warehouse. After a label was applied, it passed through a top-read tunnel that verified whether the correct label was applied and checked for any damage to the package or label. Thanks to this process, goods could quickly be assigned to the appropriate storage location by the sorter integrated with the scanning system.
The same automatic sorter was also used for outbound shipments. Goods leaving the warehouse were transported via two feeder lines into the automatic sorter. Based on the scanned package code, the system determined the shipment’s destination, applied the appropriate shipping label, and subjected it to quality control. After successful verification, the package was automatically sorted and directed to the proper destination according to its shipping location.
This process, enabled by automated scanning and internal transport, streamlined the flow of goods, minimized errors, and reduced the need for manual labor. It is easy to see that without scanning automation, this multi-stage warehouse process would require the physical work of up to a dozen employees. With large volumes of goods, errors such as incorrect labeling, missed scans, or misrouted shipments would be almost inevitable. The use of Cognex systems provides a reliable solution to these issues, increasing the speed and efficiency of the logistics process.
Solution – Project activities and progress
During the implementation of the scanning system, we participated as the contractor from the very beginning of the project, starting with the “kick-off” meeting that marked the project’s inauguration. On behalf of Stevia Automation, a Project Manager was assigned, who from the outset oversaw the project plan and agreements. The person managing the project demonstrated strong expertise in project documentation and the required materials. Our internal project plan was established in cooperation with the project managers from Cognex. At this stage, each team member was assigned specific tasks.
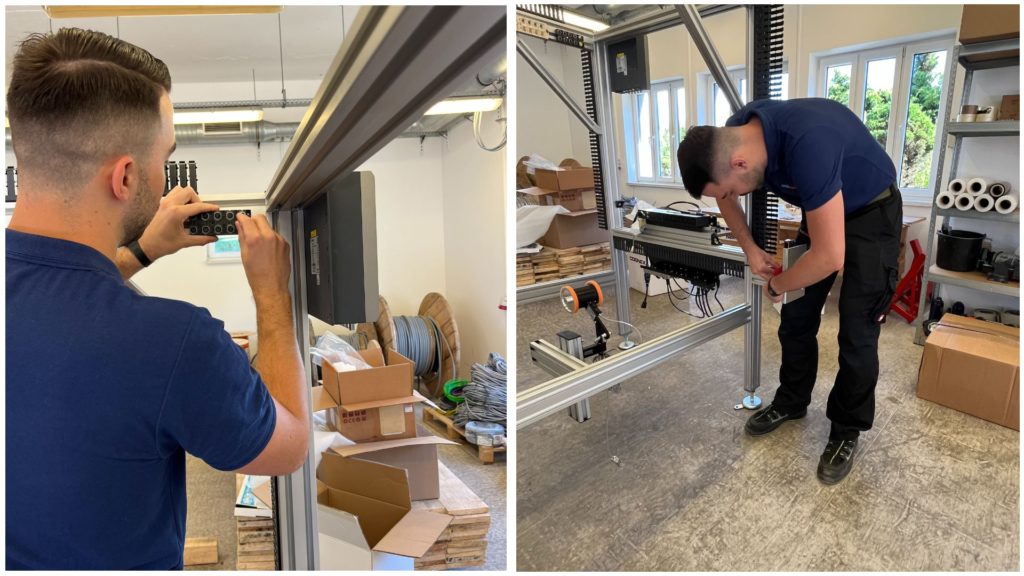
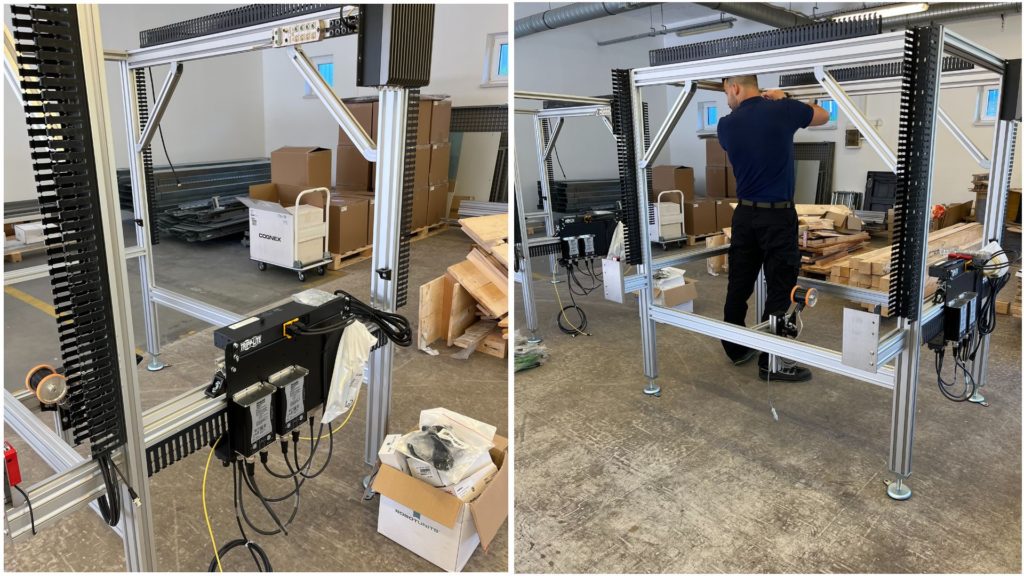
Together with Cognex, we collected and verified all mechanical and electrical components, as well as the number and condition of the scanning cameras delivered to us. After checking all the elements, we began assembling the scanning tunnels and installing the cameras on them. At this stage, it was possible to detect if any tunnel profile parts were of unsuitable quality or size.
“- A thorough inventory was crucial at the start of the project, which is why we focused on analyzing technical drawings as well as electrical and functional schematics,” – emphasizes Mariusz Mońka, Project Manager at Stevia Automation. He adds that the stage of preliminary assembly and testing before on-site commissioning allowed verification of proper installation and the elimination of potential irregularities.
“- In cooperation with Cognex during the tunnel assembly, the most important factors were mutual honesty, openness to discussion, and the speed of responding to any issues,” adds M. Mońka. The ability to quickly and directly contact the supervising project manager ensured a smooth assembly process.
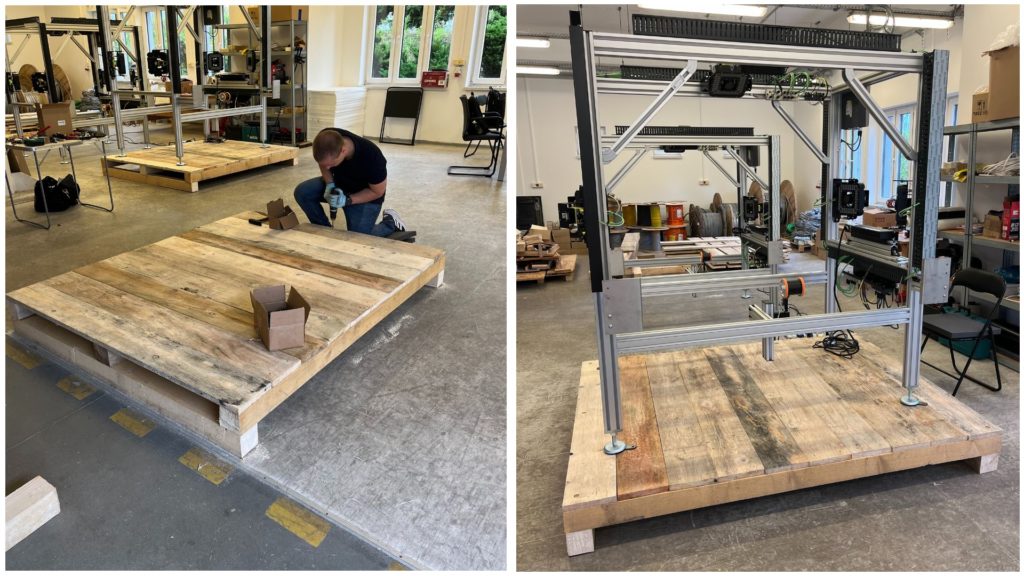
In addition to assembling the scanning tunnels and installing the barcode readers, we also carried out the process of packing and shipping the system to the client’s facility, a logistics company located in Poland. During packing, we followed the client’s guidelines and worked closely with the Cognex team. In addition to carefully securing the loads for transport, it was also necessary to fasten the scanning tunnels to custom pallets designed by our engineers to match the tunnels. This method of transport ensured that the structures were delivered to the site without any damage.

Before commissioning at the site, an audit of the facility was conducted. Performing the audit was our responsibility to verify whether the facility was ready, both spatially and electrically, for the installation of the scanning tunnels.
“- Our most important task was analyzing the technical drawings and comparing them with the actual condition of the facility,” – says Rafał Fyda, Senior Designer at Stevia Automation, who participated in the audit. “- The audit also included checking the dimensions of both of the conveyors integrated with the tunnels and the space designated for tunnel installation. We also verified the compliance of the prepared power supply and cabling, and eliminated any obstacles related to transporting the tunnels to the installation site.”
He adds that preparing an audit report was a very important part of the process. Thanks to this report, Cognex gained information about the current state of the facility and its readiness for commissioning.
Once the facility was ready to begin the commissioning work, the next stage of the project began for us. Our engineers participated in the commissioning phase, which included assembling and integrating the scanning tunnels with the conveyor system, conducting dynamic tunnel tests, and assisting in diagnosing and resolving any issues.
“- The most important part of the commissioning was the dynamic testing, which allowed us to verify that the tunnels operate safely for surrounding operators and that all components are correctly installed,” – says Wojciech Łodygowski, Automation Engineer & Programmer at Stevia Automation, who took part in the on-site commissioning. He also notes that a positive aspect of the commissioning was the precision and attention to ensuring the highest quality of the system, such as using reputable suppliers for mechanical and electrical components.
Thanks to efficient cooperation with Cognex, the commissioning proceeded smoothly, and the system was successfully launched without major difficulties.

Conclusions and benefits for the client
The internal transport and goods sorting conveyor system equipped with scanning tunnels enables fast and accurate receipt and dispatch of goods. This solution is particularly advantageous for the client during periods of increased demand, such as the pre-holiday season. Automatic scanning of inbound and outbound shipments ensures that their locations are updated in real time, and their status changes dynamically. The system minimizes errors in shipping and receiving, ensuring that each shipment always reaches the correct destination.
It is also worth highlighting the functions of the scanning cameras installed in the tunnels. They help detect defective goods or packaging, incorrect or dirty labels, and more. In this way, they serve as quality controllers and can often replace manual labor.
In summary, barcode readers are the foundation and building blocks of modern logistics systems. Through the assembly, installation, and commissioning of the scanning tunnel system, the logistics company gained the ability to work efficiently, safely, and with increased warehouse throughput for many years to come.